Описание технологии перегрузки контейнеров в порту
б) оснащенным спредером с цепями, оборудованными захватами (замками) для фитингов: штабель формируется в 1-2 яруса по высоте с созданием уступа в 1 контейнер (требования «Правил охраны труда в морских портах» ПОТ Р0-152- 31.82.03-96) (см. рис. 2.8 б).
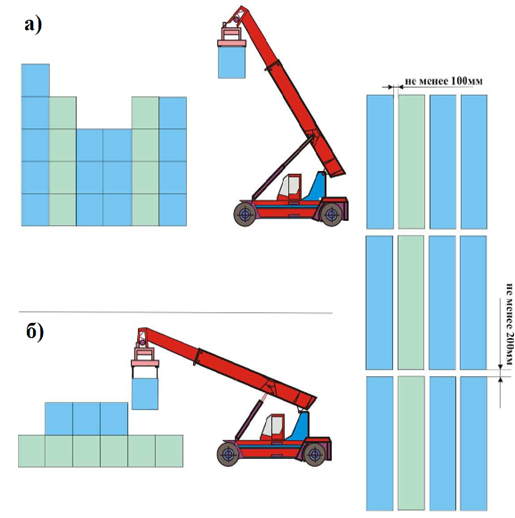
Рисунок 2.8 – Формирование штабеля АПФ (Ричстакером): а) оборудованным автоматическим спредером; б) оборудованным автоматическим спредером с цепями
Формирование штабеля производится с интервалами между контейнерами: по длине штабеля не менее 200 мм, по ширине штабеля - не менее 100 мм. Захват (строповка), отстроповка контейнера АПФ (Ричстакером), оборудованным автоматическим спредером, производится в соответствии ТСПВР: водитель АПФ (Ричстакера), убедившись в отсутствии людей в опасной зоне, подъезжает к контейнеру, опускает на него спредер, захватывает контейнер, поднимает его в транспортное положение на высоту, обеспечивающую полный обзор полосы движения, устойчивость АПФ и транспортирует его по назначению (место установки). Убедившись в отсутствии людей в опасной зоне, водитель АПФ (Ричстакера) подвозит и устанавливает контейнер на покрытие склада или на ранее установленный контейнер и, убедившись в устойчивости его и рядом стоящих, производит отстроповку контейнера и отъезжает по назначению.
Захват (строповка), отстроповка контейнера АПФ (Ричстакером), оснащенным спредером с цепями, оборудованными захватами для фитингов, производится в соответствии с ТСПВР.
Водитель АПФ (Ричстакера) опускает спредер, стропальщики навешивают на него цепные ветви, после чего водитель АПФ, убедившись в отсутствии людей в опасной зоне, подъезжает к контейнеру, опускает спредер над крышей контейнера на высоту, позволяющую стропальщикам завести замки в верхние фитинги контейнера. Стропальщики с приставных лестниц производят строповку и уходят в безопасное место.
После строповки водитель АПФ (Ричстакера) по команде сигнальщика поднимает и транспортирует контейнер по назначению (место установки). Спредер должен быть поднят в транспортное положение на высоту, обеспечивающую полный обзор полосы движения и устойчивости АПФ.
Убедившись в отсутствии людей в опасной зоне, водитель АПФ (Ричстакера) подвозит и устанавливает контейнер на покрытие склада или на ранее установленный контейнер, и, убедившись в устойчивости его и рядом стоящих, производит отстроповку контейнера с помощью стропальщиков, после чего отъезжает по назначению.
Формирование штабеля контейнеров автопогрузчиком, оборудованным автоматическим боковым захватом для порожних контейнеров: единый штабель формируется до 6-ти ярусов по высоте в зависимости от технических характеристик погрузчика, допустимых нагрузок на 1м2 и требований «Правил охраны труда в морских портах» (ПОТ Р 0-152-31.82.03-96).
Захват (отстроповка) контейнера автопогрузчиком, оборудованным автоматическим боковым захватом типа «спредер» для порожних контейнеров: водитель автопогрузчика, убедившись в отсутствии людей в опасной зоне, подъезжает к штабелю, поднимает боковой захват, подводит его к контейнеру, устанавливает над двумя фитингами, автоматически захватывает контейнер, поднимает и транспортирует его по назначению (место установки). Боковой захват в транспортном положении должен быть поднят на высоту, обеспечивающую полный обзор полосы движения и устойчивость погрузчика.
Убедившись в отсутствии людей в опасной зоне, водитель автопогрузчика устанавливает контейнер на покрытие площадки (склада) и, убедившись в его устойчивости, производит отстроповку контейнера, отводит, опускает боковой захват и отъезжает по назначению.
Рекомендуем также:
Охрана труда
В России существует государственная система стандартов безопасности труда, устанавливающая общие требования безопасности работ (ГОСТ 12.3.017 - 85), которые проводятся на автотранспортных предприятиях, станциях ТО и специализированных центрах при всех видах технического обслуживания и текущего рем ...
Выбор пути на морских участках
Выбор пути выполняется на основании анализа всех условий плавания с учётом осадки судна, его мореходных качеств и эксплуатационных требований.
Выбираемый путь должен удовлетворять правовым ограничениям, обеспечивать навигационную безопасность плавания и предотвращения угрозы столкновения с другим ...
Эксплуатационные показатели дизельных
топлив
Основные эксплуатационные показатели ДТ:
цетановое число, определяющее высокие мощностные и экономические показатели работы двигателя;
фракционный состав, определяющий полноту сгорания, дымность и токсичность отработавших газов двигателя;
вязкость и плотность, обеспечивающие нормальную подачу т ...
Навигация
- Главная
- Сигнализации на железных дорогах
- Двигатели внутреннего сгорания
- Виды гидроусилителей
- Ремонт автомобильных шин
- Грузовые вагоны нового поколения
- Роль грузового автотранспорта
- Статьи