Общие требования по технике безопасности при работе в автомалярном производстве
К помещению, в котором производится покраска, есть ряд требований.
Помещение должно иметь достаточную естественную или принудительную вентиляцию.
Арматура для ламп электроосвещения, электродвигатели должны быть выполнены во взрывобезопасном исполнении, электровыключатели и рубильники - установлены вне помещения для окрасочных работ, в закрытых шкафах.
Места хранения, приготовления и нанесения лакокрасочных материалов должны быть обеспечены средствами пожаротушения - песком, огнетушителями, кошмой.
Если помещение используется и для других видов ремонтных работ, перед проведением окрасочных работ в помещении необходимо провести уборку мокрым способом.
Во время покрасочных работ пролитые на пол лакокрасочные материалы и растворители следует немедленно убрать, засыпав их опилками или влажным песком.
Покрасочные камеры представляют собой помещения, изолированные от участка подготовки кузовов перед покраской. Необходимость покрасочных камер стала очевидна после появления гаммы глифталевых лаков, сушка которых занимает много часов. Технические преимущества покрасочных камер:
отсутствие пыли;
возможность поддержания постоянной температуры и влажности. Это позволяет добиться равномерного высыхания слоя краски, а отсутствие лишней влаги поможет избежать матовости покрытия;
вентиляция снижает концентрацию вредных для здоровья паров химических реагентов и лакокрасочных материалов.
Но в силу своего назначения и конструкции покрасочные камеры пожаро и даже взрывоопасны.
Еще несколько замечаний и советов.
Если краска хранится долго, на ее поверхности образуется пленка. Перед началом окрасочных работ пленку необходимо аккуратно удалить, затем размешать содержимое банки, добиваясь полной его однородности и ровного цвета. Если в краске остались кусочки пленки, ее следует профильтровать через несколько слоев марли.
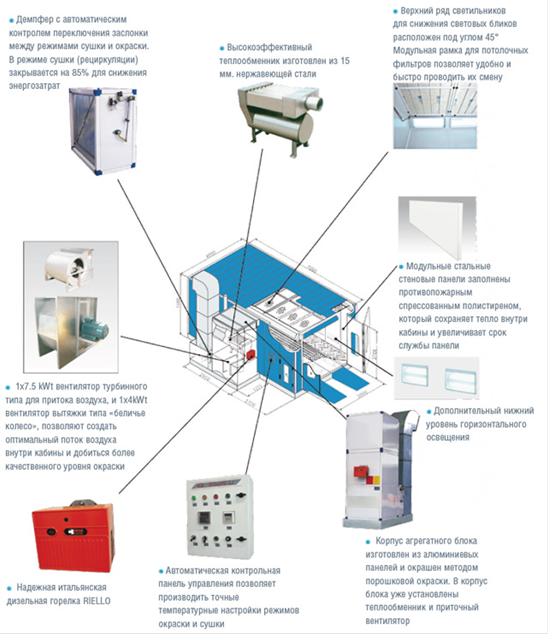
Рисунок 5.1 - Устройство окрасочно-сушильной камеры GL 2000-A.
Загустевшие лаки и эмали разбавляют растворителем до необходимой консистенции. При разбавлении следует пользоваться только тем растворителем, который указан производителем краски. Ни в коем случае нельзя смешивать лаки, краски и эмали не известного вам состава, так как это может привести к необратимой порче из-за несовместимости компонентов лакокрасочных материалов.
В последнее время кузова автомобилей окрашивают в несколько цветов. Надо иметь в виду, что эмаль каждого цвета наносят и сушат отдельно, а четкости разграничительной линии в этом случае добиваются, наклеивая малярную ленту по границе раздела цветов. Как указывалось, остальную поверхность кузова защищают пастой или трафаретами.
После окончания окраски малярную ленту и бумагу с поверхности кузова до горячей сушки необходимо снять, так как при горячей сушке клей с ленты может оставить на краске несмываемые следы.

Рисунок 5.2 - Краскораспылительный пистолет.
Краскораспылитель требует очень аккуратного обращения и тщательной промывки от краски после окончания работы. Мыть и очищать краскораспылители от остатков лакокрасочных материалов надо в определенной последовательности.
Освободить держатель крышки бачка и отвинтить на 2-3 оборота кольцо, крепящее сопло (головку краскораспылителя).
Рекомендуем также:
Расчет вентиляции необходимой на малярном участке
В гараже или на СТО, в мастерских постоянно происходит выхлоп из транспортных средств таких газов, как окись углерода (CO) и окись азота (NOх). Данные окиси являются очень опасными для человека. Обеспечение вентиляцией таких помещений является мерой необходимой, обязательной и важной.
Гаражи и ма ...
Анализ транспортной деятельности общества
Основная деятельность предприятия международные автомобильные перевозки. Международной перевозкой считается такая перевозка, когда перемещение товара, составляющего предмет обязательства перевозчика, производится через государственную границу и выполняется на условиях, которые установлены заключен ...
Измерение параметров контактной подвески инструментами и приборами
Измерение изолирующей штангой с земли
На прямом участке пути изолирующую штангу с земли завешивают вертикально на контактный провод. Шаблон устанавливают на головки рельсов таким образом, чтобы нулевое деление на шкале совпало с осью пути. В месте пересечения шаблона с осью штанги определяют зигз ...
Навигация
- Главная
- Сигнализации на железных дорогах
- Двигатели внутреннего сгорания
- Виды гидроусилителей
- Ремонт автомобильных шин
- Грузовые вагоны нового поколения
- Роль грузового автотранспорта
- Статьи