Проверка шаблонами и выбор способа восстановления
Ремонт и проверка автосцепного устройства подвижного состава производятся в контрольных пунктах автосцепки (КПА) депо и отделениях по ремонту автосцепки вагоно- и локомотиворемонтных заводов, имеющих специальные удостоверения установленной формы, выдаваемые Департаментом вагонного хозяйства (ЦВ) МГТС России.
Размещение технологической оснастки в пунктах ремонта автосцепного устройства должно обеспечивать выполнение требований настоящей Инструкции, а также техники безопасности и промышленной санитарии.
КПА является самостоятельным цехом депо или отделением вспомогательного (заготовительного, механического) цеха. Пункт должен иметь: необходимое для ремонта автосцепного устройства сварочное и стендовое оборудование; приспособления и станки для обработки наплавленных поверхностей деталей; подъемно-транспортные устройства, обеспечивающие механизацию всех работ, связанных с подъемом и перемещением тяжелых деталей; шаблоны для проверки деталей автосцепного устройства; производственную площадь для размещения перечисленного оборудования в соответствии с правилами и требованиями техники безопасности. Шаблоны должны соответствовать действующим техническим требованиям, утвержденным ЦВ МПС. Шаблоны проверяются на ремонтных предприятиях не реже одного раза в год с постановкой даты проверки согласно Методическим указаниям контроля СДК для автосцепных устройств вагонов РД 32 ЦВ-ЦЛ 027—91.
Валик подъемника проверяют шаблоном 919р. Утолщенная и тонкая цилиндрические части стержня валика подъемника должны свободно входить соответственно в большое 4 (рис. 8.44) и малое 1 кольца шаблона, расположенные соосно, и вращаться в них. Кроме того, толстая и тонкая цилиндрические части стержня не должны входить в непроходные вырезы 2 и 3 соответственно (узлы // и ///). Вырез 3 является непроходимы и для квадратной части стержня (узел III).
Длину толстой цилиндрической части проверяют по непроходному 8 (узел I и проходному 7 (узел IV) вырезам в листе шаблона. Проходной вырез 5 служит для проверки квадратной части стержня валика подъемника, которая должна свободно входить в него (узел VI). Контрольный буртик 6 шаблона должен полностью входить в паз валика подъемника, предназначенный для запорного болта (узел V).
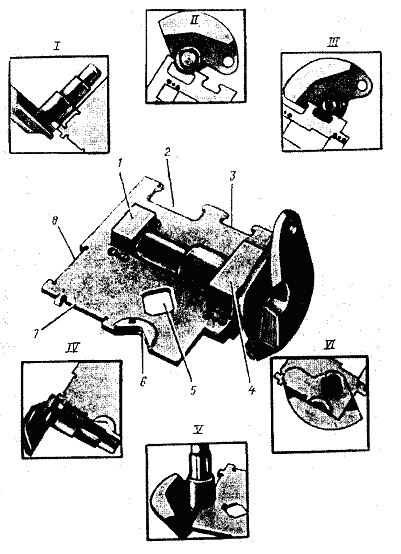
Рисунок 2.1 – Положение валика подъемника при проверке шаблоном 919р
Значительную часть в общем, объеме работ по ремонту деталей автосцепного устройства составляют электросварочные работы, причем наибольшее время затрачивается на наплавку изношенных поверхностей.
Наплавочные работы ведут следующими способами:
ручным дуговым — штучными электродами или пучком таких электродов;
полуавтоматическим — сварочной проволокой под флюсом или порошковой проволокой. При данном способе наплавки используется подающее устройство шлангового полуавтомата;
полуавтоматическим — пластинчатым электродом под флюсом;
многоэлектродным автоматическим — сварочной проволокой под флюсом на специальной установке с одновременной подачей шести проволок (электродов).
Ручная дуговая наплавка является наиболее распространенным способом. Однако он наименее производителен, так как наибольший ток для наплавки открытой дугой стальным электродом диаметром 4—6 мм составляет только 200—350 А. Увеличение тока приводит к сильному разбрызгиванию металла, перегреву электрода и ухудшению формирования валика. В результате ручной дуговой сварки получается неровная поверхность наплавленного металла, что вызывает необходимость давать припуск на обработку до 2-3 мм.
Рекомендуем также:
Виды и правила перевозки контейнеров
Для перевозки генеральных грузов применяются универсальные контейнеры различных типов и типоразмеров с использованием их в заграничном, каботажном (межпортовом), прямом водном и прямом смешанном сообщениях
Независимо от назначения все контейнеры стандартизированы по массе брутто, габаритам, присо ...
Определение
основных параметров самолета
Определение параметров крыла
Площадь крыла S (м2) определяют по значениям удельной нагрузки на крыло р0(даН/м2) и взлетной массы первого приближения т0I (кг):
м2,
По известным относительным параметрам крыла определяют его абсолютные геометрические размеры (м):
размах : ;
корневая хорда : ;
...
Тенденции рынка автосервисов в России
На сегодня российский рынок услуг автосервиса находится на стадии зарождения. В России существует только одна сеть федерального масштаба, причем ее услуги становятся все более востребованными, так как число автомобилей в России с каждым годом увеличивается. Как же развивался этот рынок и что ждет ...
Навигация
- Главная
- Сигнализации на железных дорогах
- Двигатели внутреннего сгорания
- Виды гидроусилителей
- Ремонт автомобильных шин
- Грузовые вагоны нового поколения
- Роль грузового автотранспорта
- Статьи