Техническое описание оборудования
Для сварочного участка выбираем шланговый полуавтомат ПШ-5. Шланговый полуавтомат ПШ-5 предназначен для сварки проволокой диаметром 0,8–2 мм на токах до 600 а. Подача электродной проволоки в шланговый провод производится переносным подающим механизмом, снабженным асинхронным двигателем мощностью 0.1 квт. Настройка подающего механизма на заданную скорость подачи электрод ной проволоки осуществляется сменными шестернями. Шланговый провод служит не только гибким направляющим каналом для электродной проволоки но также и для подвода сварочного тока к мундштуку держателя и проводов цепей управления, к пусковой кнопке. Внутри провода находится спираль 1, изолированная от токоподводящей части 2 бензостойкой изоляцией. Вместе с токоведущей частью проложены изолированные проводники 3 цепей управления. Провод заключен в хлопчатобумажную оплетку 4 и покрыт резиновой изоляцией. Вследствие гибкости шлангового провода и большой его длины (3,5 м) сварщик может легко оперировать держателем на значительной площади. Элетросхема обеспечивает дистанционное включение и выключение сварочного тока и двигателя механизма подачи. Для безопасности обслуживания полуавтомата двигатель подающего механизма и провода управления находятся под напряжением 36 в.
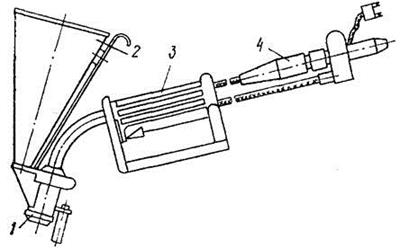
Рис. 2. Общая схема полуавтомата для сварки под флюсом: 1 – патрубок;
2 –
бункер для флюса;
3 – рукоятка;
4 –
канал для подачи электродной проволоки
Таблица 3.1 – Технические характеристики сварочного полуавтомата ПШ – 5
|
Параметр |
Значение |
|
Способ защиты расплавленного металла |
флюсом |
|
Диаметр электродной проволоки, мм |
2 – 3,5 |
|
Номинальная сила сварочного тока при ПВ=60%, А |
500 |
|
Скорость подачи электродной проволоки, м/ч |
7 – 72 |
|
Источник тока |
ПСГ-500 |
Таблица 3.2 – Технические характеристики источника тока ПСГ-500
|
Параметр |
Значение |
|
Номинальная сила сварочного тока при ПВ=60%, А |
500 |
|
Пределы регулирования сварочного тока, А |
60 – 500 |
|
Напряжение холостого хода, В |
16 – 40 |
|
Мощность, кВт |
31 |
Для механической обработки выбираем токарный станок 16К20 и горизонтально-фрезерный станок 6Р83Ш, характеристики которых приведены в таблицах 3.3 и 3.4 [2].
Таблица 3.3 – Характеристики токарного станка 16К20
|
Параметр |
Значение |
|
Наибольший диаметр обрабатываемой заготовки, мм: – над станиной – над суппортом |
400 220 |
|
Наибольшая длина обрабатываемой заготовки, мм |
2000 |
|
Частота вращения шпинделя, об/мин |
12,5–1600 |
|
Число скоростей шпинделя |
22 |
|
Наибольшее перемещение суппорта, мм: – продольное – поперечное |
645–1935 300 |
|
Подача суппорта, мм/об: – продольная – поперечная |
0,05–2,8 0,025–1,4 |
|
Число ступеней подач |
24 |
|
Скорость быстрого перемещения суппорта, мм/мин: – продольного – поперечного |
3800 1900 |
|
Мощность электродвигателя главного привода, кВт |
11 |
|
Габаритные размеры, мм: – длина – ширина – высота |
2505–3795 1190 1500 |
|
Масса, кг |
2835–3685 |
Таблица 3.4 – Характеристики горизонтально-фрезерного станка 6Р83Ш
|
Параметр |
Значение |
|
Размеры рабочей поверхности стола, мм |
400×1600 |
|
Наибольшее перемещение стола, мм: – продольное – поперечное – вертикальное |
1000 320 420 |
Рекомендуем также:
Организация движения и ограждение мест проведения работ
1 В целях обеспечения безопасности движения, а также в целях охраны труда и соблюдения техники безопасности на участках производства работ работы осуществляются участками протяжённостью 120 м на половине ширины основной дороги. Так как производительность задействованной техники выше длины участка ...
Приливные явления
Таблица № 2.3.1 – Приливы
Дата
Утренние воды
Вечерние воды
ПВ
МВ
ПВ
МВ
Тс
h
Тс
h
Тс
h
Тс
h
30.10
11.03
0,4
05.14
-0,2
23.12
0,6
16.54
0,0
31.10
11.39
0,3
05.48
-0,1
23.48
0,5
17.27
0,1
...
Способы защиты и очистки путей от снега на перегоне и станции
Для ограждения путей от снежных заносов, на перегоне применяются леса, полосные лесозащитные насаждения, постоянные заборы и переносные щиты. Лучшим средством защиты пути от снежных заносов являются современные лесозащитные насаждения.
Для очистки путей от снега на перегоне применяются плуговые, ...
Навигация
- Главная
- Сигнализации на железных дорогах
- Двигатели внутреннего сгорания
- Виды гидроусилителей
- Ремонт автомобильных шин
- Грузовые вагоны нового поколения
- Роль грузового автотранспорта
- Статьи