Принципы АЭ-контроля шлифования
Рабочие контакты единичных режущих зерен шлифовального круга с поверхностью обрабатываемой детали генерируют сигналы АЭ. Энергия акустического сигнала зависит от количества единичных врезаний, т. е. связана с реальной производительностью обработки. Это дает возможность по изменениям сигнала АЭ судить о выходных характеристиках шлифования, связанных с мгновенным объемом металла (режущей способностью круга, некруглостью, волнистостью детали).
Аппаратура регистрации сигнала АЭ при шлифовании включает в себя датчик (пьезопреобразователь), преобразующий механические колебания в
электрический сигнал; предварительный усилитель; узкополосный фильтр с центральной частотой,/; детектирующее звено; самописец. В настоящей работе роль предусилителя, фильтра и детектора выполняет селективный микровольтметр. На самописце записывается интенсивность узкополосной составляющей сигнала I/t).
В условиях круглого врезного шлифования (при вращении детали) регистрация сигнала (рис. 2.1) производится путем поджима датчика 3 к поверхности детали 2. Для уменьшения трения между датчиком и деталью используется тифлоновая пробка. Благодаря кулисному механизму поджима 4 уменьшение диаметра детали
d = do-2tp (2.1)
где d0 - диаметр заготовки, мм;
?р - припуск, мм,
не сказывается на плотности контакта датчика с обрабатываемой поверхностью.
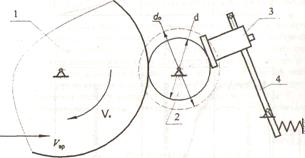
Рис. 2.1. Крепление пьезопреобразователя в рабочей зоне
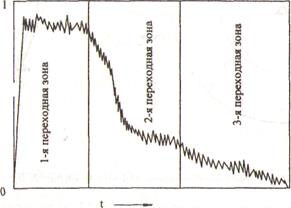
Цикл круглого врезного шлифования (рис. 2.2, а) предусматривает три режима: черновая подача (FBp = 3 - 6 мм/мин); чистовая подача (Квр = 1 - 0,5 мм/мин); выхаживание (Квр = 0).
Такое дифференцирование цикла позволяет обеспечить, с одной стороны, высокую производительность обработки, с другой стороны,- требуемое качество шлифуемой поверхности.
Акустограмма (рис. 2.2, б)
|
0,5 |
|
|
|
|
vвр.чист |
vвр=0 |
 vвр.чер
vвр.черРис. 2.2. Цикл обработки (а) и соответствующая акустограмма АЭ (б)
При этом характер колебаний / в процессе обработки позволяет выделить переходные зоны, связанные с выходом оборудования на установившийся режим. Протяженность переходных зон зависит от режущей способности круга. Чем острее зерна абразива, тем быстрее выбирается натяг технологической системы и тем короче переходные зоны на акустограмме I/t).
Таким образом, задавая математически функцию I/t) в областях переходных зон, можно количественно оценить текущую режущую способность круга. Наиболее удобен для аппроксимации режим выхаживания. Его можно приближенно промоделировать выражением:
![]()
(2.3)
где р- постоянная времени, количественно отражающая крутизну падания интенсивности сигнала If, т. е. показатель Р может использоваться для оценки текущей режущей способности инструмента.
Проведя предварительные эксперименты и получив предварительную для максимально допустимого затупления круга величину р, можно регламентировать рациональную длительность периода правки.
Магнитные методы контроля основаны на обнаружении магнитного потока рассеяния, создаваемого различными дефектами в намагниченных изделиях из ферромагнитных материалов. Магнитный поток, распространяясь по изделию и встречая на своем пути дефект, огибает его вследствие того, что магнитная проницаемость дефекта значительно (в 1000 раз) больше магнитной проницаемости основного материала. В результате этого часть магнитно-силовых линий вытесняется дефектом на поверхность, образуя местный магнитный поток рассеяния (рис. 3.1). Дефекты, которые вызывают возмущение в распределении силовых линий магнитного потока без образования местного потока рассеяния, не могут быть обнаружены методами магнитной дефектоскопии. Возмущение потока происходит тем сильнее, чем большее препятствие представляет собой дефект. Так, если дефект'расположен вдоль направления магнитных силовых линий, то возмущение магнитного потока невелико, в то время как тот же дефект, расположенный перпендикулярно или наклонно направлению магнитного потока, создает значительный поток рассеяния.
В зависимости от способа регистрации магнитного потока рассеяния магнитные методы контроля подразделяют на магнитопорошковый, магнитографический, феррозондовый.
|
|

Рекомендуем также:
Принцип работы лазерного регистратора колебаний
В основу работы датчика, показанного на рисунке 5.6, положен принцип оптической триангуляции. Излучение полупроводникового лазера 1 фокусируется объективом 2 на объекте 6. Рассеянное на объекте излучение объективом 3 собирается на CCD-линейке 4. Процессор сигналов 5 рассчитывает расстояние до объе ...
Распределение работ по производственным зонам и отделениям
По месту проведения все работы подразделяют на постовые, выполняемые на постах в зонах технического обслуживания и текущего ремонта автомобилей, и цеховые, выполняемые на рабочих местах в производственных отделениях.
Работы ЕО и ТО–1 в целом являются постовыми. При ТО–2 для углубленной диагностик ...
Проверка шаблонами и выбор способа восстановления
Ремонт и проверка автосцепного устройства подвижного состава производятся в контрольных пунктах автосцепки (КПА) депо и отделениях по ремонту автосцепки вагоно- и локомотиворемонтных заводов, имеющих специальные удостоверения установленной формы, выдаваемые Департаментом вагонного хозяйства (ЦВ) М ...
Навигация
- Главная
- Сигнализации на железных дорогах
- Двигатели внутреннего сгорания
- Виды гидроусилителей
- Ремонт автомобильных шин
- Грузовые вагоны нового поколения
- Роль грузового автотранспорта
- Статьи