Определение состава комплекса технических средств для модернизации аппаратуры Понаб-3
Напольное оборудование
Напольное оборудование аппаратуры ПОНАБ-3 (рисунок 2.1) включает: левую и правую напольные камеры (НКЛ, НКП), четыре датчика прохода колес (Д1 – Д4), рельсовую цепь наложения (РЦН) и две соединительных муфты. (СМ)
Напольная камера содержит узконаправленную оптическую систему, приемник инфракрасного излучения (болометр), предварительный усилитель сигналов, запирающую заслонку и другие конструктивные элементы.
Каждая напольная камера устанавливается на специальную металлическую раму, которая в свою очередь крепится к бетонному фундаменту. Этим обеспечивается стабильное положение напольной камеры относительно рельса и исключаются вибрации ее узлов при проходе поезда по участку контроля.
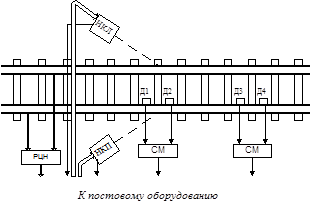
Рисунок 2.1 – Структурная схема напольного оборудования аппаратуры ПОНАБ-3
Датчики прохода колес вырабатывают электрические сигналы при проходе колесных пар подвижных единиц в зоне их размещения. Сигналы от датчиков подаются через соединительные муфты к устройствам постового оборудования. В качестве датчиков в аппаратуре применен датчик типа ПБМ-56. Принцип его действия основан на наведении в катушке э.д.с. индукции за счет изменения величины магнитного потока при проходе гребня колеса в воздушном зазоре. В момент приближения гребня колеса к зоне действия датчика магнитный поток в цепи увеличивается и достигает своего максимального значения, когда колесная пара находится над датчиком. При этом в катушке индуктивности наводится колоколообразный импульс напряжения. Нижний предел скорости движения, при котором сигналы с датчика превышают уровень наводок и могут управлять работой устройств, составляет 5 км/ч.
Рельсовая цепь наложения предназначена для выработки команд управления в момент захода и удаления поезда из зоны контроля аппаратуры. В качестве рельсовой цепи наложения в аппаратуре используется типовая электронная педаль ЭП-1. Педаль представляет собой генератор и приемник, которые подключаются к рельсам и образуют короткую бесстыковую рельсовую цепь тональной частоты.
При модернизации аппаратуры принципы обнаружения нагретых букс, а также схема контроля захода и удаления поезда остаются неизменными. В связи с этим все напольное оборудование не изменяется, за исключением удаления одного датчика прохода колес. Это связано с применением принципа счета вагонов по трем путевым датчикам.
Постовое оборудование
В состав постового оборудования аппаратуры ПОНАБ-3 (рисунок 2.2) входят стойка аппаратуры, стойка передающая, силовой щит и пульт управления.
В стойке аппаратуры размещены два блока усиления (У), блок питания, блок управления (БУ) и блок отметчика вагонов (БОВ). Блок управления вырабатывает сигналы управления работой напольных камер, блока управления передачей и других устройств аппаратуры при проходе поезда по участку контроля и формирует программу сигналов для автоматической проверки исправности устройств после удаления поезда. Блоки усиления предназначены для усиления сигналов от букс и передачи их на входы устройства логической обработки сигналов. Блок отметчика вагонов предназначен для распознавания физических подвижных единиц независимо от их осности.
Рекомендуем также:
Расчет годового пробега парка
Корректирование межремонтного пробега.
Цель корректирования – приведение нормативных величин к конкретным условиям работы автотранспортного предприятия.
Корректирование нормы межремонтного пробега выполняется по формуле:
Lкр = Lкрн · К, тыс. км (1)
где: Lкр – скорректированный пробег до капита ...
Техника безопасности при работе в зоне умр общие требования безопасности
1.1. Настоящая инструкция предназначена для работников, занятых мойкой и очисткой машин.
1.2. К выполнению работ по мойке машин, узлов и агрегатов допускаются лица, достигшие18 лет, прошедшие медицинский осмотр, проверку знаний в объеме 2-ой группы по электробезопасности, инструктажи, вводный и н ...
Входной контроль изоляторов
Согласно [9] пористость фарфора изоляторов проверяется в каждой партии разрушающим методом (8 шт. из 10000), что приводит к возможному пропуску дефектных изоляторов. Для проведения массового контроля неразрушающим методом должен измеряться тангенс угла диэлектрических потерь (tgs). В методических ...
Навигация
- Главная
- Сигнализации на железных дорогах
- Двигатели внутреннего сгорания
- Виды гидроусилителей
- Ремонт автомобильных шин
- Грузовые вагоны нового поколения
- Роль грузового автотранспорта
- Статьи