Спрямление профиля пути
ОП1 – ![]() = 0,5;
= 0,5;
ОП2 – ![]() = 0,67;
= 0,67;
ОП3 – ![]() = 0,85;
= 0,85;
ОП4 – ![]() = 1.
= 1.
Удельная тяга электровоза
Удельное сопротивление движению локомотива
![]()
Удельное сопротивление движению состава
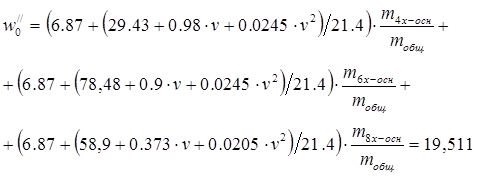
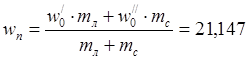
Основное удельное сопротивление движению поезда
Скорость движения поезда
![]()
Путь, пройденный поездом
![]()
Ток, потребляемый электровозом
![]()
Результаты расчета сводятся в таблицу 4.
Таблица 4.
|
N п/п |
F |
f |
|
|
wп |
v |
S |
J |
|
1 |
84512 |
28.322 |
46.06 |
19.511 |
21.147 |
80.024 |
8722.2 |
704.8 |
|
2 |
84439.995 |
28.298 |
46.05 |
19.517 |
21.153 |
80.048 |
8744.43 |
704.52 |
|
3 |
84368.076 |
28.273 |
46.06 |
19.522 |
21.159 |
80.072 |
8766.67 |
704.22 |
|
4 |
84296.243 |
28.249 |
46.08 |
19.527 |
21.164 |
80.096 |
8788.92 |
703.9 |
|
5 |
84224.496 |
28.225 |
46.09 |
19.532 |
21.17 |
80.12 |
8811.172 |
703.627 |
|
6 |
84152.835 |
28.201 |
46.107 |
19.538 |
21.176 |
80.077 |
8833.42 |
703.329 |
|
7 |
84281.289 |
28.244 |
46.083 |
19.528 |
21.166 |
80.034 |
8855.658 |
703.864 |
|
8 |
84410.018 |
28.288 |
46.059 |
19.519 |
21.155 |
79.992 |
8877.884 |
704.4 |
|
9 |
84536.021 |
28.33 |
46.036 |
19.509 |
21.145 |
79.95 |
8900.098 |
704.924 |
|
10 |
84662.287 |
28.372 |
46.012 |
19.5 |
21.135 |
79.908 |
8922.3 |
705.449 |
Рекомендуем также:
Технико-экономическое обоснование
Работоспособность подвижного состава обеспечивают различные предприятия автомобильного транспорта, предназначенные для технического обслуживания, ремонта, хранения автомобилей и обеспечения их эксплуатационными материалами.
Высокие трудовые и материальные затраты на поддержание подвижного состава ...
Расчет наивыгоднейшей высоты и эшелона полета
Наивыгоднейшей называется высота полета, обеспечивающая минимальную себестоимость перевозок. Наивыгоднейшая высота зависит от расстояния между аэродромами взлета и посадки, распределения ветра на маршруте по высотам и взлетного веса самолета. При безветрии или постоянном ветре на всех высотах для ...
Документы на перевозку грузов
При выполнении перевозок на каждом АТС должны быть документы, которые относятся к документам строгой отчетности (имеют серию и учетный номер). В общем случае такими документами считаются:
• путевой лист;
• товарно-транспортная накладная (ТТН) при перевозке груши товарного характера (имеющих стои ...
Навигация
- Главная
- Сигнализации на железных дорогах
- Двигатели внутреннего сгорания
- Виды гидроусилителей
- Ремонт автомобильных шин
- Грузовые вагоны нового поколения
- Роль грузового автотранспорта
- Статьи