Выбор метода ремонта деталей узла. Технологический процесс ремонта
После разборки все детали должны быть очищены от грязи и ржавчины. С этой целью детали моются в моечных машинах: сначала горячим раствором каустической соды, затем горячей воды. Чистые детали поступают на дефектовку.
Общий технологический процесс ремонта крана мостового состоит из подготовительных, основных и заключительных операций.
К подготовительным операциям относятся: общая и узловая разборка, очистка и мойка узлов и деталей, дефектация деталей и узлов; восстановление деталей, ремонт узлов и механизмов; изготовление новых деталей и элементов конструкций; узловая сборка, испытание новых и отремонтированных узлов; общая сборка испытание в холостую и под нагрузкой; окраска.
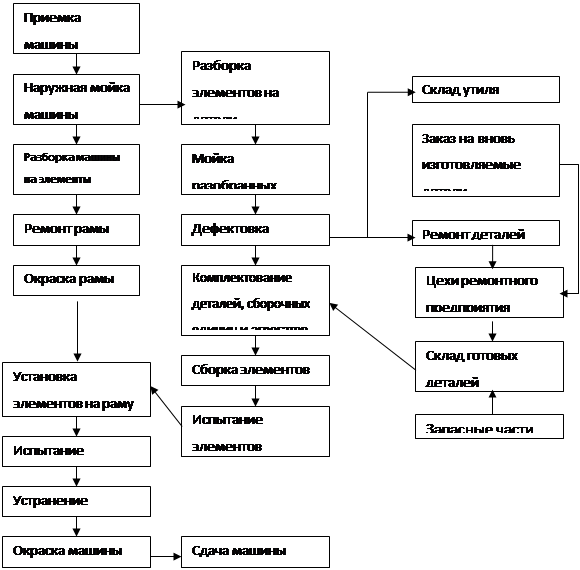 |
Рисунок 7
В процессе эксплуатации машины возникают дефекты в результате естественного их износа от действия внутренних сил трения.
Основными деталями коробки передач являются валы и зубчатые колеса.
Основными дефектами валов являются:
- изгиб вала
- износ посадочных мест под подшипники
- износ паза под стопорное кольцо по ширине.
Технология ремонта вала будет состоять из следующих операций:
Слесарной – подготавливается вал к наплавке изношенных частей.
Наплавочной – наплавляются изношенные участки.
Токарно-винторезная – протачиваются посадочные места под подшипники.
Фрезерная – нарезаются шлицы.
Термическая – производится какой-либо вид закалки в зависимости от материала и условий работы детали.
Шлифовальная – шлифуются места наплавки, токарной и фрезерной обработки.
В конце, производится заключительный контроль, при котором проверяются все параметры отремонтированного вала с использованием измерительных инструментов.
При таких дефектах, как изгиб, скручивание вал необходимо браковать.
Основными дефектами зубчатых колес являются:
- износ зубьев по толщине
- износ шлицев по ширине
- износ шлицевых впадин по глубине
- трещины на поверхности
- поломка зуба.
Технология ремонта зубчатого колеса будет состоять из следующих операций:
Слесарной – в подготовке зубчатого колеса к наплавке.
Наплавочной – наплавке шлицев и зубьев.
Фрезерной – нарезание шлицев.
Протяжной – протяжке зубьев.
Термической – провести какой-либо вид закалки.
Шлифовальной – шлифовки мест механической обработки.
В конце, проводится заключительный контроль размеров.
При таких дефектах, как трещины на поверхности, поломка зуба – зубчатое колесо бракуют.
Дефекты:
а) износ посадочных мест под подшипники;
б) износ шпоночного паза;
в) срыв резьбы;
Маршрут восстановления детали:
005 Термическая (отпуск).
010 Слесарная (править вал под прессом).
015 Токарно-винторезная (точить шейки посадки под подшипник для наплавки);
020 Слесарная (подготовка к наплавке, закрыть участки детали не
участвующие в наплавке);
025 Наплавочная (наплавить шейки посадки под подшипник, заплавить шпоночный паз, наплавить зубья по ширине);
030 Термическая (улучшение);
035 Токарно-винторезная (точить шейки посадки под подшипник);
040 Фрезерная ( нарезать место под шпонку);
045 Зубонарезная ( нарезать зубья шестерни);
050 Шлифовальная (шлифовать шейки посадки под подшипники вала);
Рекомендуем также:
Анализ состояния безопасности труда на автотранспортном предприятии
«Ульяновск-транссервис»
Руководство и ответственность за организацию работы по охране труда в АТпЦ возлагается на директора. Директор предприятия ежегодно назначает приказом ответственных за состояние и организацию работы по охране труда и предупреждению пожаров на производственных участках.
Ответственный за работу по о ...
Расчет численности
производственных рабочих
Различают технологически необходимое (явочное) РТ и штатное (списочное) РШ число рабочих. Для их определения воспользуемся формулами:
(2.45)
где ТГi – годовой объем работ данного вида, чел.-×ч;
ФШ, ФЯ – годовые фонды времени штатного и явочного рабочего,ч.
В соответствии с рекомендация ...
Гидрообъемная трансмиссия
Этот вид трансмиссии представляет собой бесступенчатую передачу автомобиля.
В гидрообъемной трансмиссии (верхняя половина рис. 6) двигатель 1 внутреннего сгорания приводит в действие гидронасос 2, соединенный трубопроводами с гидромоторами 3, валы которых связаны с ведущими колесами автомобиля. П ...
Навигация
- Главная
- Сигнализации на железных дорогах
- Двигатели внутреннего сгорания
- Виды гидроусилителей
- Ремонт автомобильных шин
- Грузовые вагоны нового поколения
- Роль грузового автотранспорта
- Статьи