Разборка электрической машины
Для машин большей мощности, имеющих относительно высокие зубцы, указанные способы ремонта не применяют, поскольку они не обеспечивают прочное и надежное скрепление зубцов и создают замкнутые контуры для протекания вихревых токов. В этом случае рекомендуется установить дополнительную шайбу 6с пальцами (зубцами) 5, как показано на рис. 2.10, б, или установить отдельные нажимные пальцы 5 между сердечником и нажимной шайбой Я как показано на рис. 2.10, в. Фиксация дополнительных элементов может производиться с помощью штифтов 10. Такой ремонт возможен при распрессовке сердечника и его частичной или полной перешихтовке.
Ремонт при ослаблении прессовки сердечника
При общем ослаблении прессовки сердечников небольшого диаметра между нажимной шайбой 9 и крайними листами 7 сердечника через каждые 2 .4 зубца забивают текстолитовые клинья 8 (рис. 2.10, г), обеспечивающие нормальную прессовку сердечника. Чтобы определить необходимую толщину клина, можно предварительно опрес-совать сердечник при давлении 1 МПа. Ширина клина не должна превышать ширины зубца. Для предохранения клина от выпадения его перед установкой промазывают клеящим лаком и загибают крайний лист 7 сердечника. При местном ослаблении прессовки сердечника статора (дефект или выпадение вентиляционной распорки) поврежденную распорку выправляют, а вместо выпавшей забивают текстолитовый клин, загибая на него с двух сторон крайние листы сердечника.
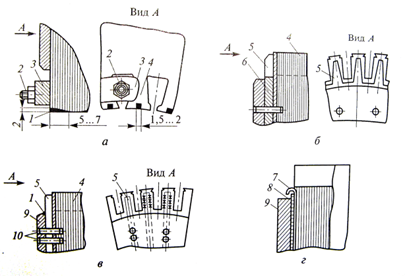
Рис. 2.10. Ремонт сердечников:
а — с использованием сварки: б — с использованием дополнительных нажимных шайб с зубцами; в — с использованием отдельных нажимных пальцев; г — с использованием клиньев; 1 — сварной шов; 2— шпилька; 3— кольцо (сегмент); 4 - зубцы сердечника; 5 — нажимные пальцы; 6 — дополнительная шайба; 7 - крайний лист сердечника; 8 — текстолитовый клин; 9 — нажимная шайба; 10 — штифты
При ослаблении прессовки сердечников крупных электрических машин, у которых прессовка осуществляется стяжными шпильками, производят подтяжку шпилек. Для этого удаляют сварные швы, стопорящие гайки стяжных шпилек от самоотвинчивания, подтягивают четыре гайки, расположенные в диаметрально противоположных точках, и производят обтяжку нажимного фланца, завертывая остальные гайки в несколько обходов. По окончании подтяжки восстанавливают сварные швы.
Если гайки не удается подтянуть или подтяжкой не удается восстановить прессовку сердечника, прессовку восстанавливают забивкой в зубцовую зону клиньев из стеклотекстолита марки СТЭФ-1. Поверхности для забивки клиньев обезжиривают бензином Б-70 и подсушивают, контактные поверхности сегментов и клиньев промазывают лаком БТ-99 или эпоксидным клеящим лаком ЭЛ-4. После установки клиньев для полной полимеризации проводят сушку при температуре 20 .25°С в течение 10 .12ч.
Рекомендуем также:
Удельные и полные силы инерции
Из таблицы 12 переносим значения j в таблицу 13 и определяем значения удельной силы инерции возвратно-поступательно движущих масс
Центробежная сила инерции вращающих масс
Центробежная сила инерции вращающихся масс шатуна
Удельные суммарные силы
Удельная сила (МПа), сосредоточенная на оси ...
Основные
подсистемы, принципы, функции и процедуры в системе регулирования деятельности
общественного пассажирского транспорта
Регулирующая подсистема общественным пассажирским транспортом представлена структурами территориального (федерального, регионального и муниципального) и отраслевого регулирования и управления. Отраслевое регулирование представлено Министерством транспорта РФ и Министерством путей сообщения РФ. Кро ...
Организационная структура технической службы АТП
Поддержание подвижного состава в работоспособном состоянии является одной из основных задач инженерно-технической службы автотранспортного предприятия (АТП).
Повышение производительности труда ремонтных и вспомогательных рабочих и эффективности работы систем обслуживания и ремонта является важной ...
Навигация
- Главная
- Сигнализации на железных дорогах
- Двигатели внутреннего сгорания
- Виды гидроусилителей
- Ремонт автомобильных шин
- Грузовые вагоны нового поколения
- Роль грузового автотранспорта
- Статьи